Story Drehbank CNC Umbau
Erste Aufgabe:
Synchronisierte Leitspindel
Pro Umdrehung der
Hauptspindel (ab jetzt HS) ein definierter, einstellbarer Vorschub des
Schlittens über die Leitspindel (ab jetzt LS)
Lösung über Mikrocontroller
(ab jetzt MC), Drehgeber an der HS, Schrittmotor an der Leitspindel (LS).
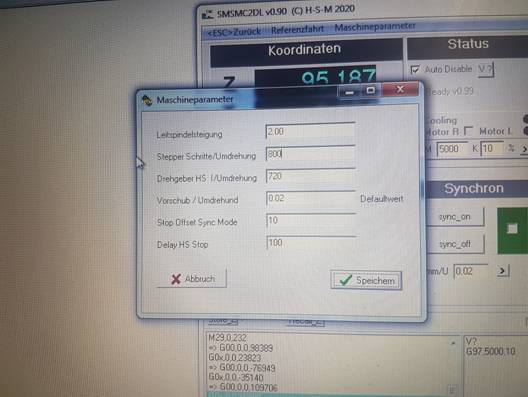
Parametrierung über
USB/RS232 (Impulse/HS Umdrehung, LS Steigung, Schrittmotor Steps/Umdrehung
LS, gewünschter Vorschub/Umdrehung )
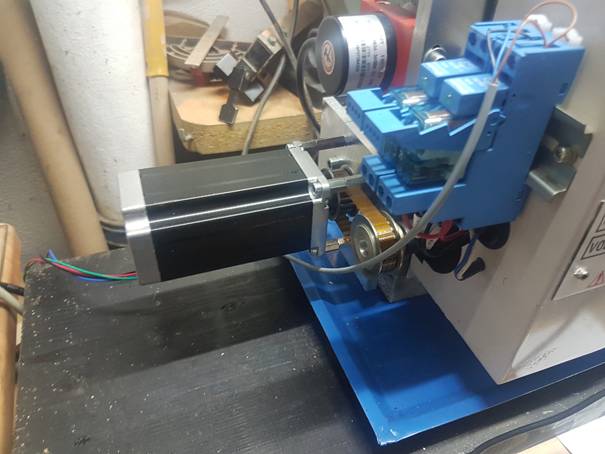
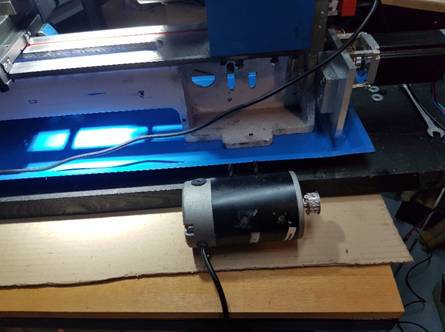
Musteraufbau (DC Motor als
HS Ersatz, einfache Linearführung mit Nema 17
Schrittmotor..1.25mm Spindelsteigung, Drehgeber am hinteren Achsausgang der
„HS“)
(Bild)

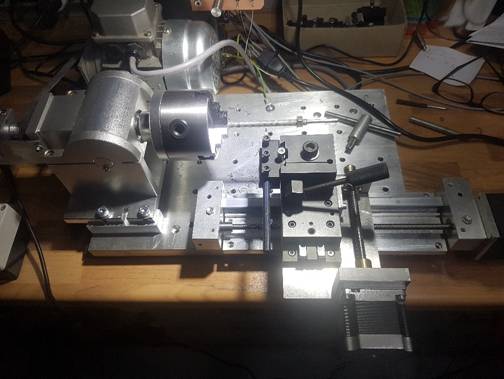
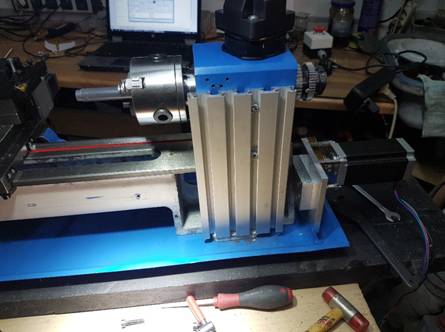
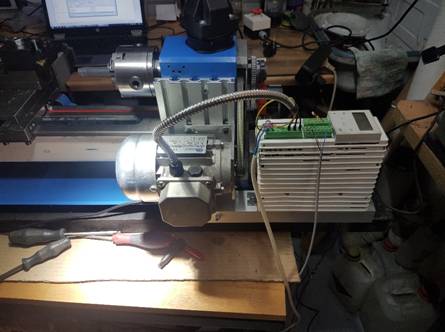
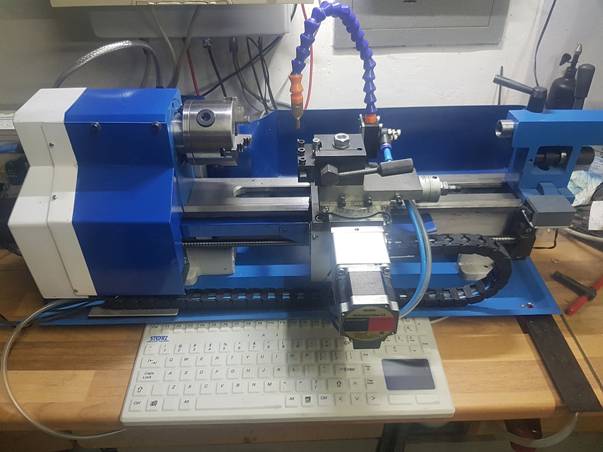
Danach erweiterter
Musteraufbau mit Drehstrommotor, Frequenzumrichter,
Schrittmotor-Achsen für Z und X
(Bilder)

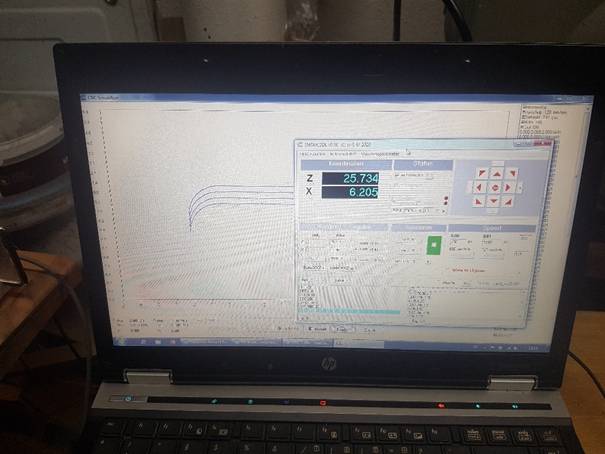
Anpassen der 3D CNC
Fräsmaschinensoftware für die 2D Drehbank
(Bild)
Implementierung der
benötigten Routinen in den MC
Die „ China Drehbank“ ist da


Und los geht es mit dem
Umbau.
Zuerst wird die X-Achse
zerlegt, die Führungen feingeschliffen und wieder
montiert.
Dann Adapter für Nema23
Motor anfertigen und montieren
(Bild)

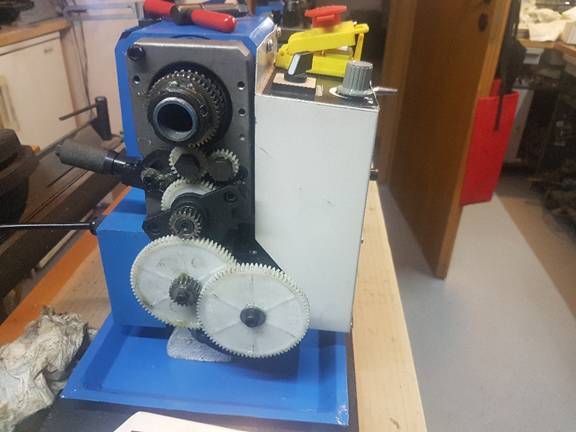
Danach werden alle Zahnräder
der originalen Leitspindel abgebaut.
Leitspindel ausbauen,
Lagerflächen nacharbeiten.
Getriebeeinheit für
Leitspindelmutter und Handkurbel abbauen.
Unbenötigte Teile (Handkurbel
und Zahnrad für Zahnstange) entfernen.
Alles wieder fluchtend
zusammengebaut.
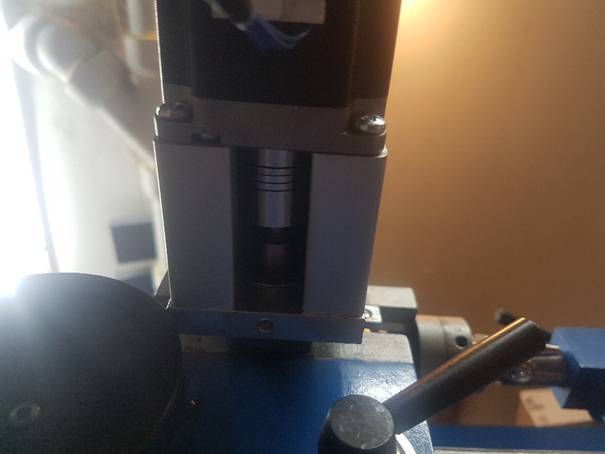
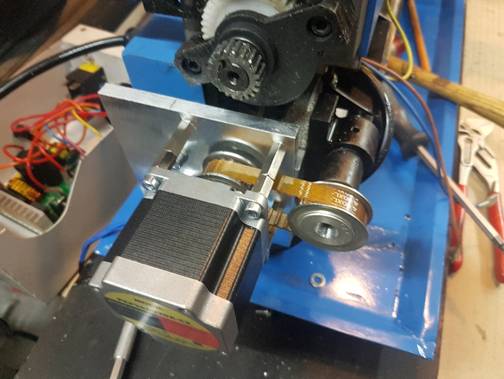
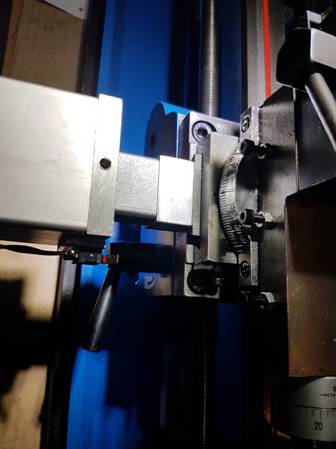
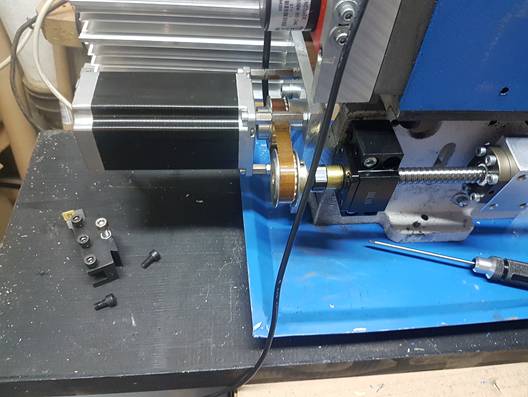
Halterung für LS
Schrittmotor gebaut und montiert
Übertragung hier mit
Zahnriemen so dass später leichter auf Kugelumlaufspindel umgerüstet werden
kann (und wird).
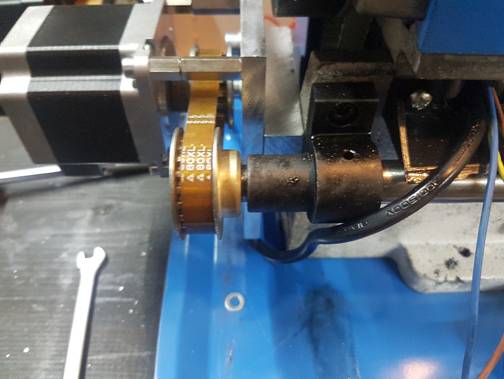
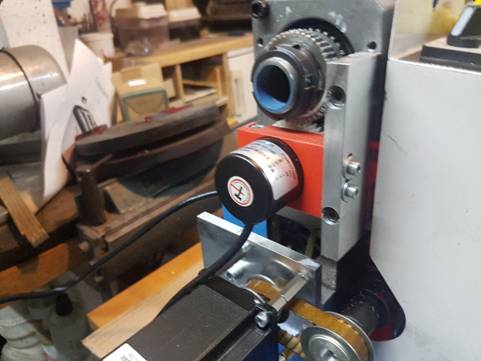
Am Ende des ersten Tages
wurde noch der Drehgeber für die Leitspindesynchronisierung
montiert.
Um die Hohlachse der LS zu
erhalten wurde ein (gleichgrosses) Zahnrad des alten
Getriebes mit einem Adapter versehen und auf den Drehgeber gesetzt.
(Bild)

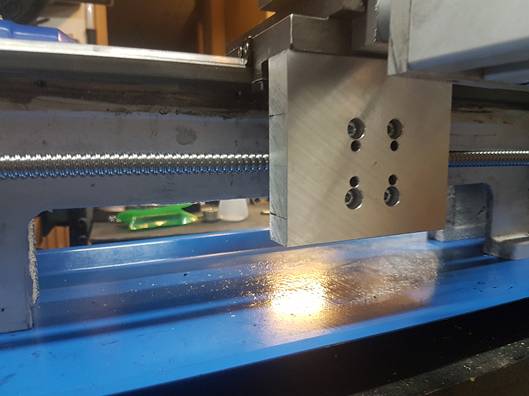
Montage Schnellwechselhalter
(Bild)

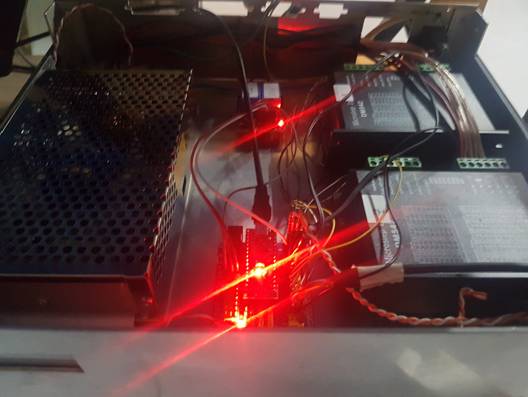
Erste Verbindung mit dem
Controller (noch im Gehäuse ohne passende Rückwand)
Parametrieren der Software
Und ein
stärkerer/schnellerer Motor für die Z-Achse
Testlauf und Feierabend 2ter
Tag….
Bau und Einbau eines Zwischenstücks
zur Verschiebung der X-Achse (nötig wegen dem weiter nach X ausladenden
Schnellwechselhalters)
Und dann noch die
Endschalter damit eine Maschinenreferenz für die noch zu realisierende
Werkzeugvoreinstellung
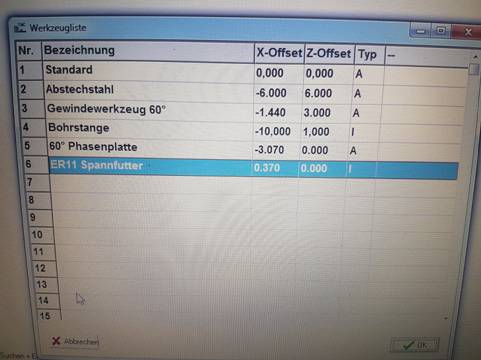
Dann brauchte die Software
eine Datenbank für die verschiedenen Werkzeuge mit Offsetwerten um die Maschine
nach Werkzeugwechsel so verfahren zu können dass die Spitze wieder an der
Position der Spitze des zuletzt verwendeten Werkzeugs ist.
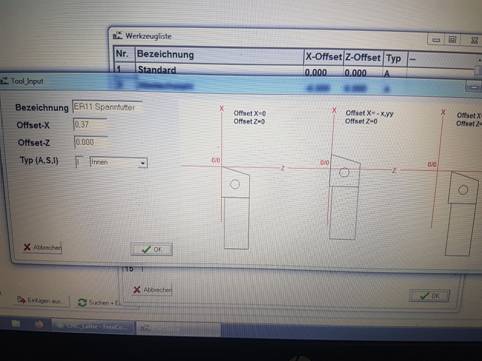
Und natürlich eine
Werkzeugmessvorrichtung um den X und Z Offset zu
ermitteln.



Nachdem sich nach 5 Tagen
die China-Motorregelung für den 230V DC Motor knallend verabschiedet hat musste
der geplante Umbau auf Drehstrommotor und gutem Frequenzumrichter
vorgezogen werden.
original Motor
Halte- und Einstellplatte
für den „Neuen“

Drehstrommotor
mit Lenze Frequenzumrichter
Geschirmte und möglichst
kurze Kabel sowie gute Erdung sind ein MUSS !
Zu guterletzt
wurde ein I2C DA Wandler im Controller eingebaut um die Drehzahl
programmgesteuert einstellen zu können.
Der richtige Motor ist
angekommen und wird mit Adapterplatte montiert.

Als nächstes steht der
Ausbau der (Trapezgewinde ?) Leitspindel an um eine
Kugelumlaufspindel einzubauen.
Hier bei der „Anprobe“

Adaptierung an den
Supportschlitten
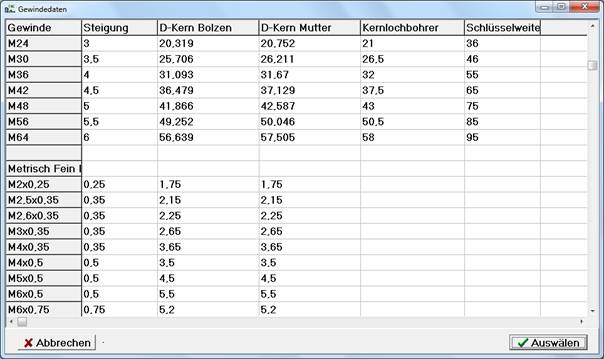
Softwaremässig wurde eine (editier- und erweiterbare)
Gewindetabelle mit Metrisch, Metrisch fein UNC und UNF eingebaut.
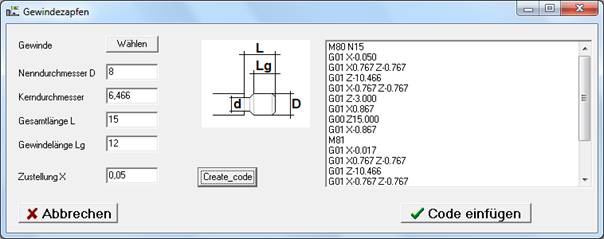
Und eine Routine zum
erzeugen von Programmteilen für Gewindezapfen
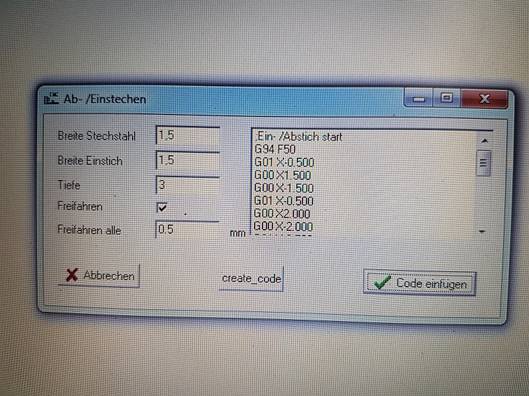
Dann kam eine Routine zur Coderzeugung für Ein- bzw. Abstechen
Nuten mit beliebiger Breite
und Tiefe mit und ohne zwischendurch freizufahren um
die Späne loszuwerden.
…und der überfällige
Kabelschlepp für den Schlitten inkl. Der Schläuche für die noch zu montierende
Minimalmengenkühlung.

Letzte Nacht wurde die Basis
für eine adaptive X-Zustellung für den Gewindeschneidzyklus programmiert
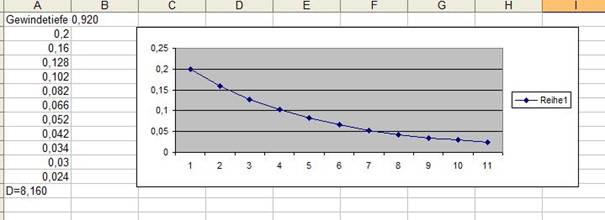
Die Zustellung nimmt bei
steigender Tiefe ab und berücksichtigt die steigenden Schnittkräfte.
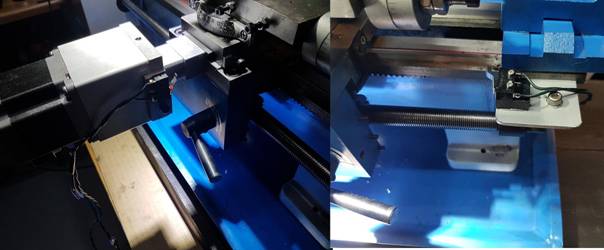
Heute etwas Handarbeit als
Blechschlosser J
Abdeckung der Kugelumlauspindel (blau) und Schutz des Motors und
Zahnriemens...

Und 2000x die X-Achse 50mm
vor und zurückfahren lassen um die groben Schwalbenschwanzführungen
einzuschleifen…
Ein Codegenerator für
Gewinde..
.. wenn man vorher den Code
für einen Gewindzapfen generiert hat werden die
relevanten Werte direkt in das Fenster übernommen.
Das original Späneschutzblech wurde angepasst und
wieder montiert
Und die Minimalmengenkühlung
installiert

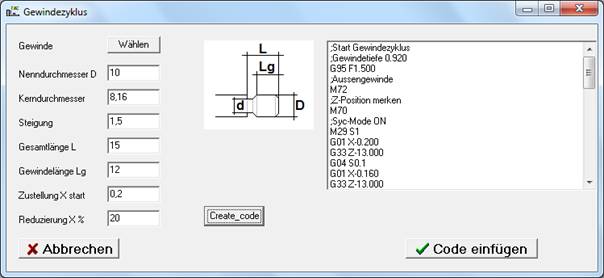
Dann kamen zusätzliche
Codegeneratoren für verschiedene Zyklen
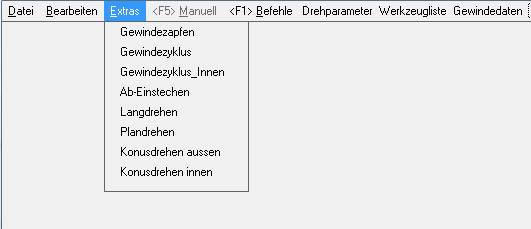
Die Gewindezyklen bekamen
eine logarithmisch abnehmende X Zustellung
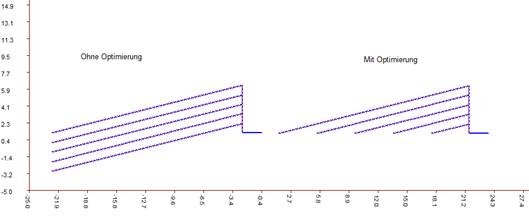
Und die Konusfunktion eine
Schnittwegoptimierung
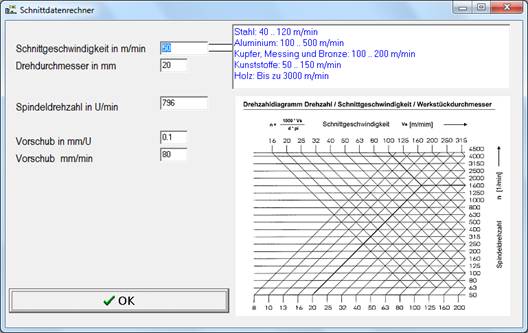
Und natürlich ein
Schnittdatenrechner
Dann endlich alles in einen
Schaltschrank montiert

Und den Monitor daran
befestigt

Dann wurde
noch der schmale Zahnriemen und die zu kleine Riemenscheibe ausgetauscht.
Zum Vergleich: der alte
(helle T5 9mm) und der neue schwarze (5M 16mm=

Und die alte kleine
Riemenscheibe im Vergleich mit der neuen,

Fertig montiert;

Ende ?
….jetzt geht es langsam
weiter wenn neue Ideen kommen